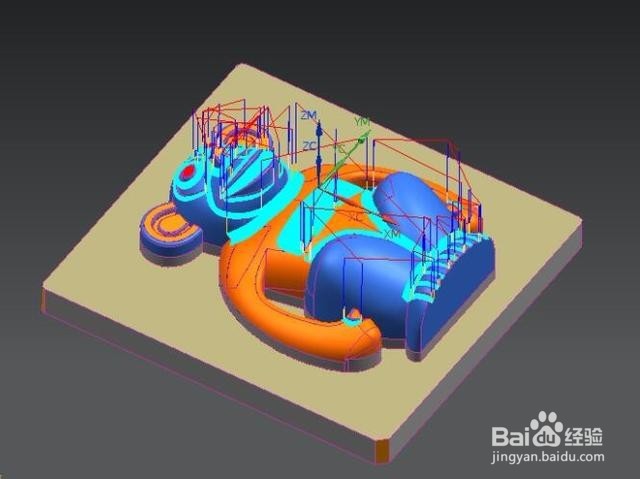
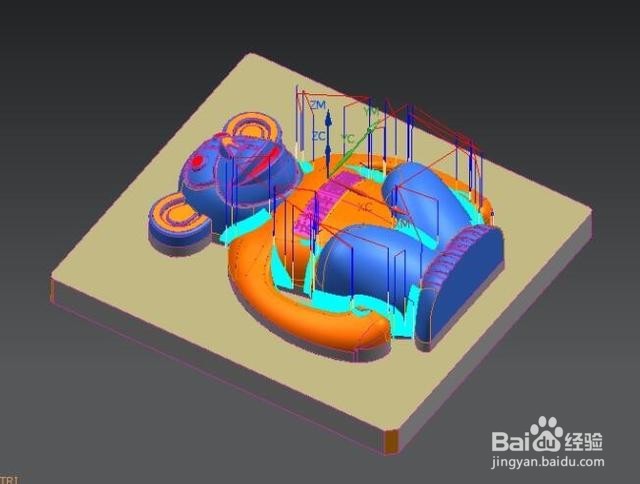
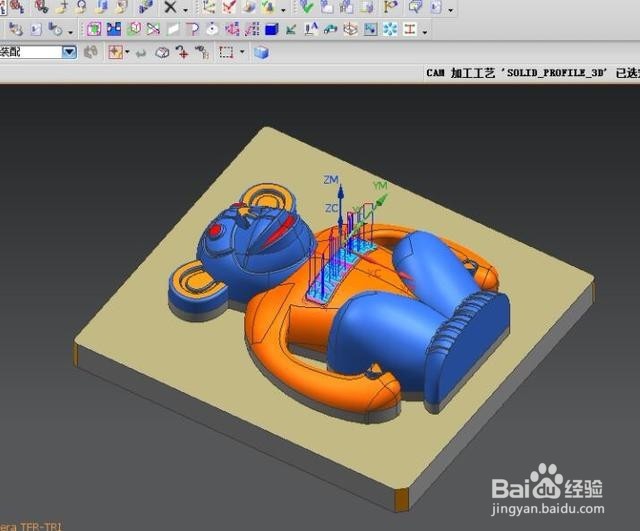
1、用D10平底刀开粗与2D基准开粗
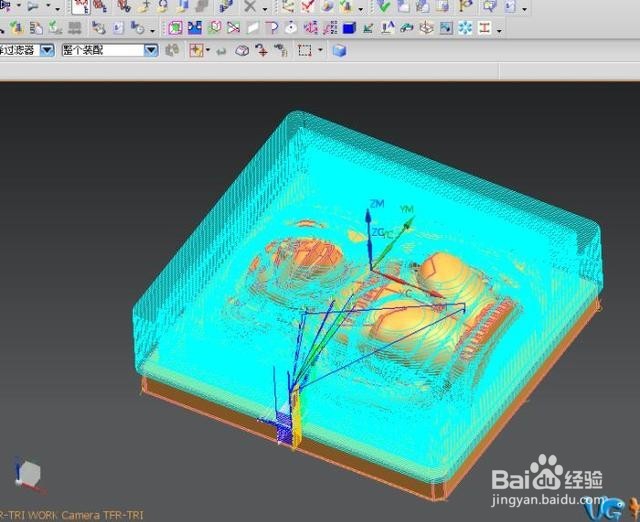
2、D6平底刀对D10加工不到位的地方进行2次开粗
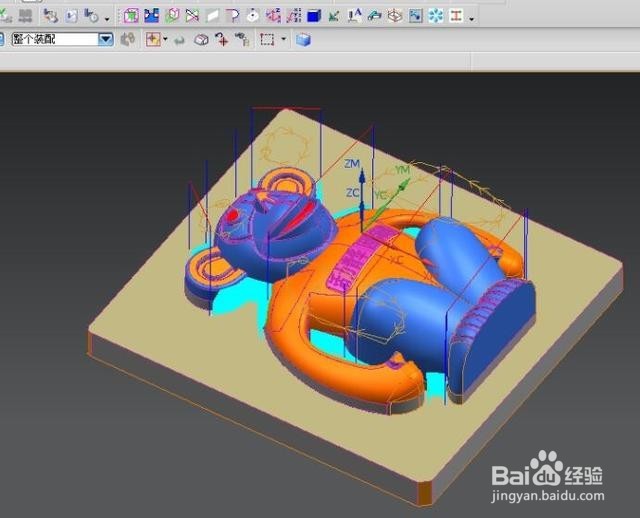
3、D3平底刀对D6加工不到位的地方进行2次开粗
4、D1.5平底刀对D3加工不到位的地方局部进行清角,以利于后面光刀与清根
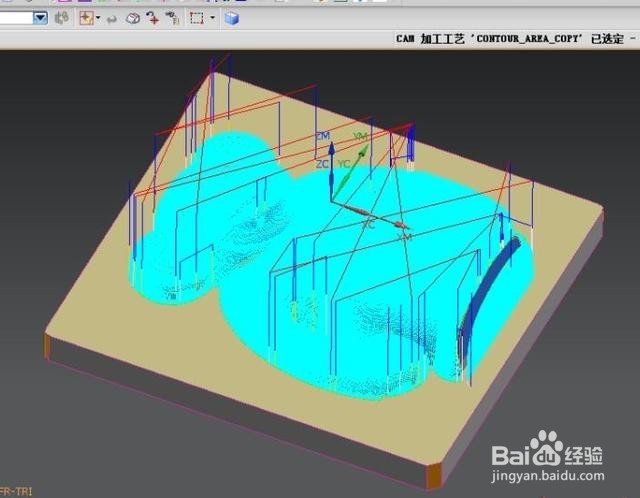
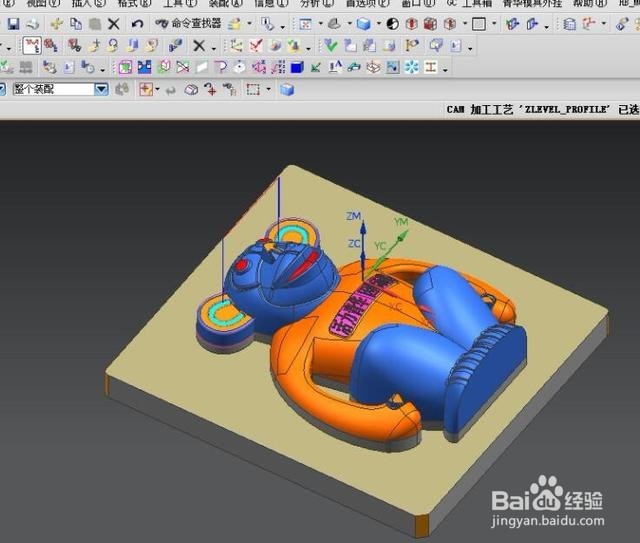
5、D10平底刀光面,基准面,基准外形
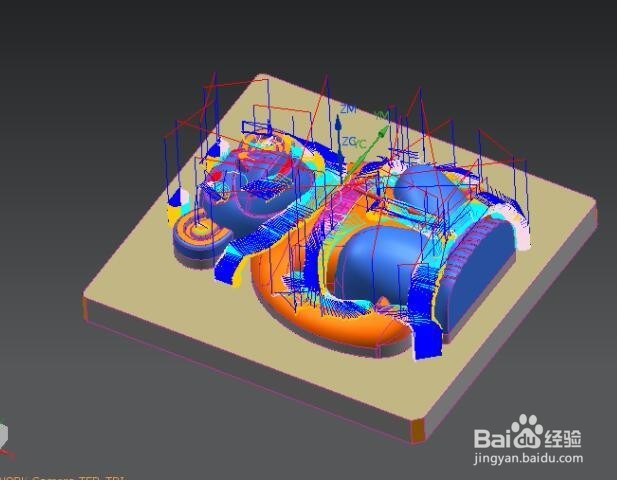
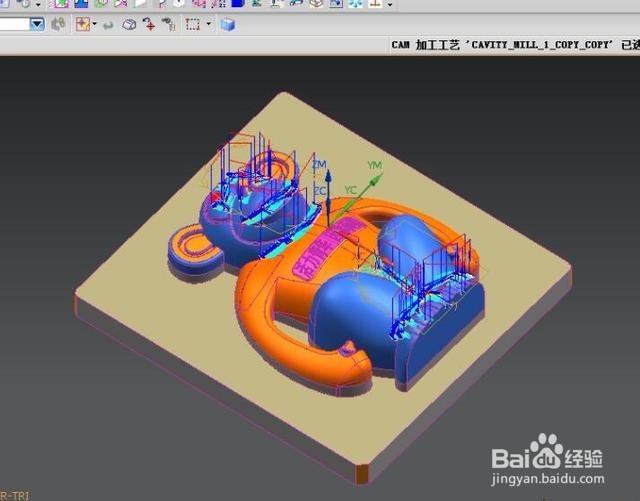
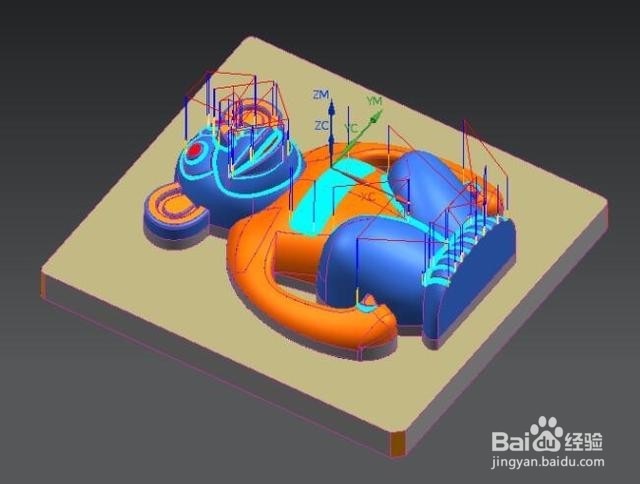
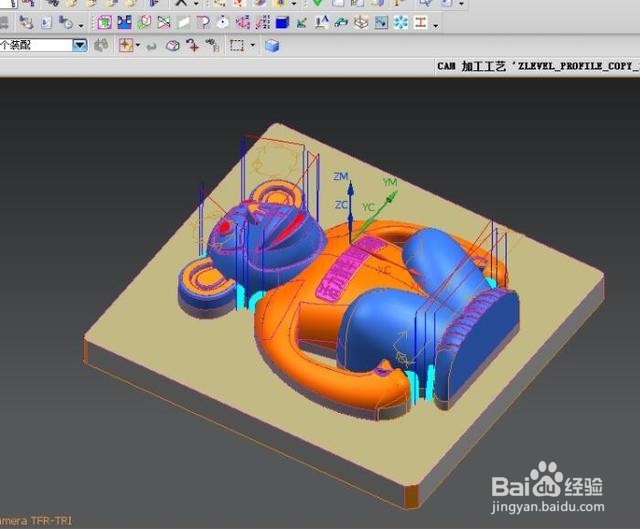
6、D6R3对曲面进行曲面区域加工,3D形状精加工
7、D2R1对D6R3加工不到的地方进行清角与清根,并根据刀长先装较短刀长加工
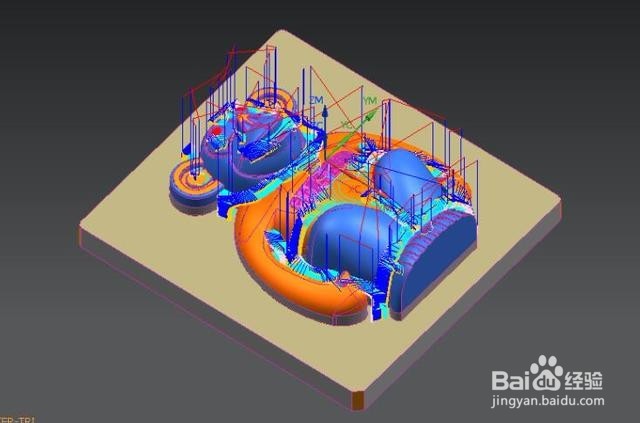
8、D2R1对D6R3加工不到的地方进行清角与清根,并根据刀长后装较长刀长加工,进给与进刀量适当要调小,以防断刀
9、D1R0.5对D2R1加工不到的地方进行清角与清根
10、D3平底刀对D10光刀加工不到的地方进行清角加工
11、D1.5平底刀对D3光刀加工不到的地方进行清角,并根据刀长先装较短刀长加工
12、D1.5平底刀对D3光刀加工不到的地方进行清角,并根据刀长后装较长刀加工,进给与进刀量适当要调小,以防断刀
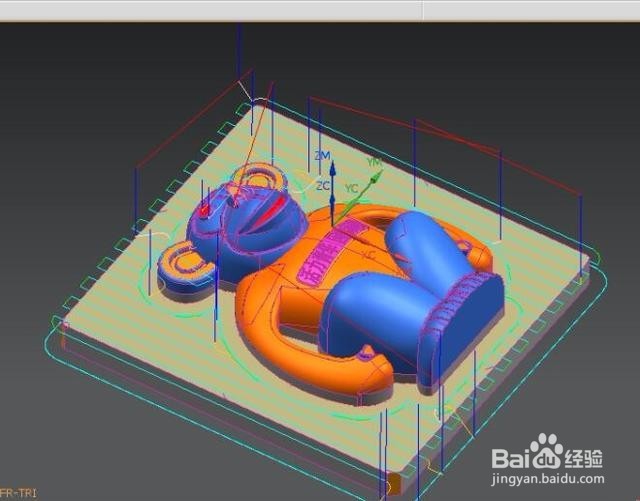
13、D0.5刀对3D字体进行加工,沿3D形状节省加工时间
14、D0.3刀对3D字体进行加工,至此全部加工完成